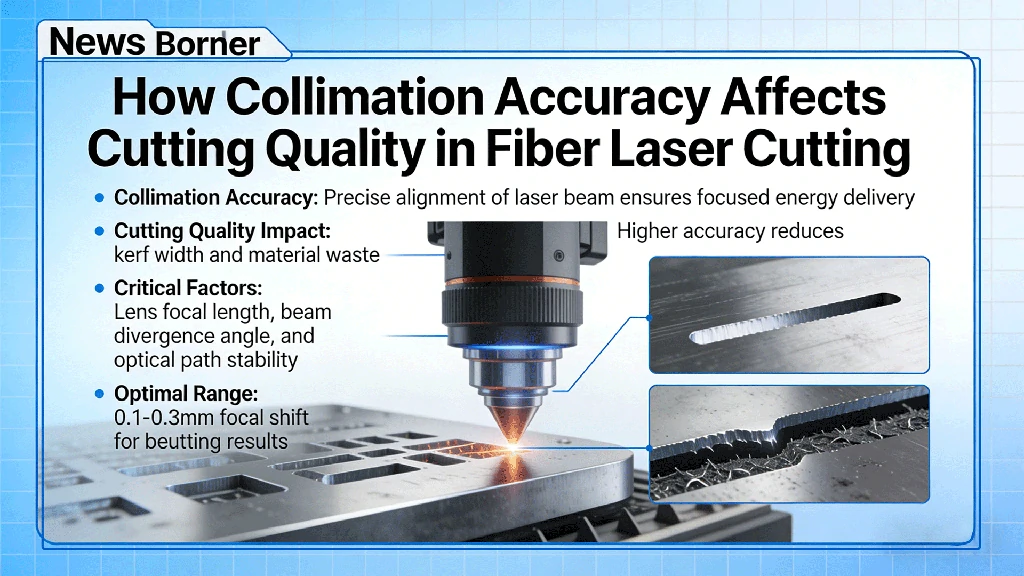
In modern metal fabrication, fiber laser cutting machines have become the mainstream solution for precision processing. However, many users focus only on total laser power (e.g., 6kW, 12kW, 20kW), while overlooking a more critical factor: power density.
Power density directly determines kerf width, cut quality, surface roughness, and overall process stability. Understanding its role is essential for manufacturers seeking high-efficiency and high-precision results.

What Is Power Density in Laser Cutting?
Power density refers to the amount of laser power concentrated per unit area at the focal spot.
Mathematically:
Power Density = Laser Power / Spot Area
It is influenced by:
* Output power (W)
* Beam quality (M²)
* Focus spot diameter
* Lens configuration
* Beam parameter product (BPP)
High-end systems from manufacturers such as IPG Photonics and nLIGHT emphasize both high power and excellent beam quality to maximize effective power density.
1. Power Density and Kerf Width
Narrow Kerf Requires High Power Density
When power density is high:
* Energy concentrates into a smaller focal spot
* Material melts and vaporizes more efficiently
* Molten metal is expelled cleanly by assist gas
* Kerf width becomes narrower
A narrow kerf means:
* Higher dimensional accuracy
* Less material waste
* Better nesting efficiency
Low Power Density Leads to Wider Kerf
If power density is insufficient:
* Material melts slowly
* Heat spreads laterally
* Excessive melting occurs
* Kerf becomes wider and inconsistent
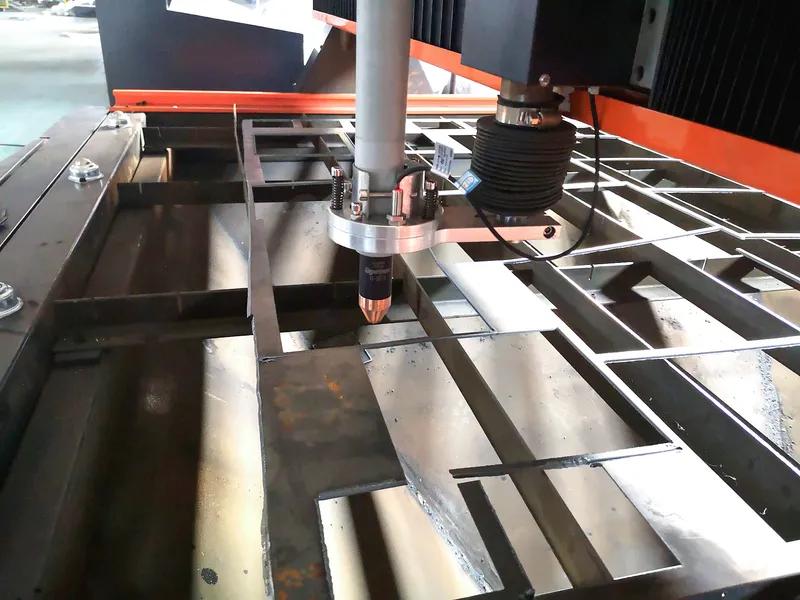
In thick plate cutting, inadequate power density often causes unstable kerf geometry.
2. Influence on Edge Quality
Power density significantly affects edge morphology.
Optimal Power Density
* Smooth cut surface
* Minimal striations
* Stable melt flow
* Reduced dross formation
Excessively High Power Density
* Violent melt ejection
* Micro-spatter
* Edge overburn
* Increased surface roughness
Too Low Power Density
* Incomplete penetration
* Rough, uneven edges
* Severe slag adhesion
Achieving the correct balance is critical for industrial cutting applications.
3. Impact on Heat-Affected Zone (HAZ)
The heat-affected zone (HAZ) refers to the area where material microstructure changes due to thermal exposure.
High Power Density with Fast Cutting Speed
* Shorter thermal interaction time
* Narrower HAZ
* Less material distortion
Low Power Density with Slow Speed
* Prolonged heating
* Larger HAZ
* Higher risk of warping
In precision industries such as automotive and aerospace manufacturing, controlling HAZ is essential for maintaining mechanical properties.
4. Power Density and Cutting Stability
Stable power density ensures:
* Consistent penetration
* Uniform kerf geometry
* Reduced fluctuation in cut depth
If beam quality degrades (for example, due to thermal effects at high power levels), effective power density decreases even if nominal laser power remains unchanged.
Manufacturers such as Raycus and MAX Photonics optimize beam quality to maintain stable power density during continuous operation.
5. Material Type and Power Density Requirements
Different materials require different power density thresholds.
Carbon Steel
Moderate power density is sufficient due to good absorption characteristics.
Stainless Steel
Requires stable power density to avoid excessive oxidation and rough edges.
Aluminum and Copper
Highly reflective materials demand higher power density to initiate stable cutting.
Improper power density in reflective metals can cause unstable kerf width and poor edge consistency.
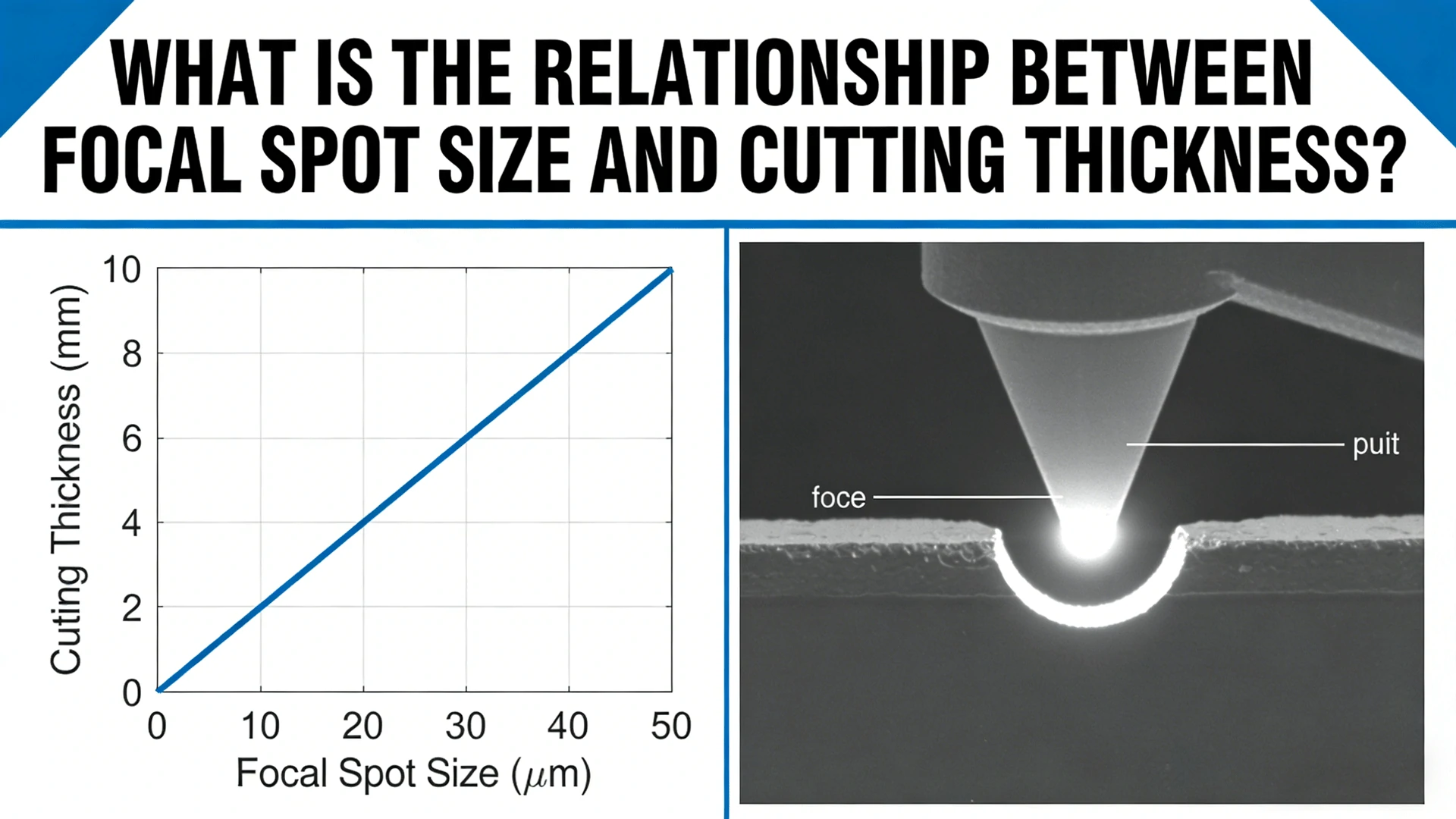
6. Thickness vs Power Density Relationship
For thin sheets:
* Very high power density may cause overburn or excessive melting.
For thick plates:
* Insufficient power density results in incomplete penetration.
Increasing power alone is not enough — beam quality must remain high to maintain effective power density at the focus point.
7. Practical Guidelines for Optimizing Kerf Width
To achieve optimal kerf width and cut quality:
1. Maintain high beam quality (low M²).
2. Optimize focus position relative to material thickness.
3. Adjust assist gas pressure for stable melt removal.
4. Avoid excessive power beyond material requirement.
5. Ensure clean protective lenses to prevent spot distortion.
Proper parameter tuning often delivers better results than simply increasing power output.
Industrial Implications
Power density directly affects:
* Cutting precision
* Surface finish quality
* Production speed
* Consumable lifespan
* Total production cost
For fabrication workshops operating high-power fiber laser cutting machines, understanding the relationship between power density and kerf width enables:
* Higher yield rates
* Lower scrap ratio
* Improved competitiveness
Conclusion
Power density is the real determinant of laser cutting performance — not just nominal power.
It influences:
* Kerf width
* Edge smoothness
* Heat-affected zone
* Process stability
* Material adaptability
As fiber laser technology continues evolving toward higher power outputs (12kW–30kW and beyond), precise control of power density becomes the core factor in achieving superior cut quality.
For manufacturers aiming to optimize metal cutting efficiency, mastering power density control is the key to consistent, high-precision production.

 superstarcnc@superstarlaser.com
superstarcnc@superstarlaser.com